























































Для брендів, де збій шва не є прийнятним результатом, різницю між цими двома ситуаціями варто зрозуміти дещо детальніше.
Стандарт 27,12 МГц: чому радіочастотне зварювання нагрівається по-різному
Основна відмінність між радіочастотним зварюванням і звичайним термічним з’єднанням полягає не лише в ефективності – це напрямок, у якому тепло поширюється крізь матеріал.
Традиційні методи (гарячі бруски, плити з нагріванням, теплові гармати) подають енергію на поверхню матеріалу та покладаються на провідність, щоб досягти температури з’єднання всередині. Для тонких плівок це працює адекватно. Для товстих, щільних ламінованих тканин ТПУ, які використовуються у водонепроникному спорядженні преміум-класу, це створює практичну проблему: доведення внутрішньої поверхні до температури плавлення вимагає достатнього часу витримки поверхні, щоб спочатку ризикувати обпалити або деформувати зовнішній шар. Вікно між «недостатньо» і «занадто багато» звужується зі збільшенням товщини матеріалу.
Радіочастотне зварювання обходить це, генеруючи тепло зсередини матеріалу, а не проводячи його всередину. Професійне радіочастотне зварювальне обладнання працює на частоті 27,12 МГц — призначеному діапазоні радіочастот ISM (промисловий, науковий і медичний), призначеному для цього класу промислового обладнання. На цій частоті змінне електромагнітне поле змушує полярні молекули всередині TPU намагатися перебудувати з кожним коливанням: приблизно 27 мільйонів разів на секунду. Молекулярне тертя, яке це створює, генерує тепло рівномірно по всій зоні зварювання, на межі розділу, де має відбуватися сплавлення, не покладаючись на теплопровідність поверхня-внутрішнє.
Під одночасним застосуванням пневматичного тиску матеріал на межі з’єднання досягає температури плавлення, і шари зливаються на молекулярному рівні. Після того, як поле знято і матеріал охолоне під тривалим тиском, первісна межа між двома панелями структурно більше не існує — зона зварювання стала єдиним безперервним шматком матеріалу. У випробуваннях на руйнівне розтягування ця зона зазвичай утримується за точку руйнування навколишньої базової тканини. Цей результат є практичним орієнтиром для правильно виконаного радіочастотного зварювання.
Зварювальний 840D High Tenacity TPU: менша межа для помилок
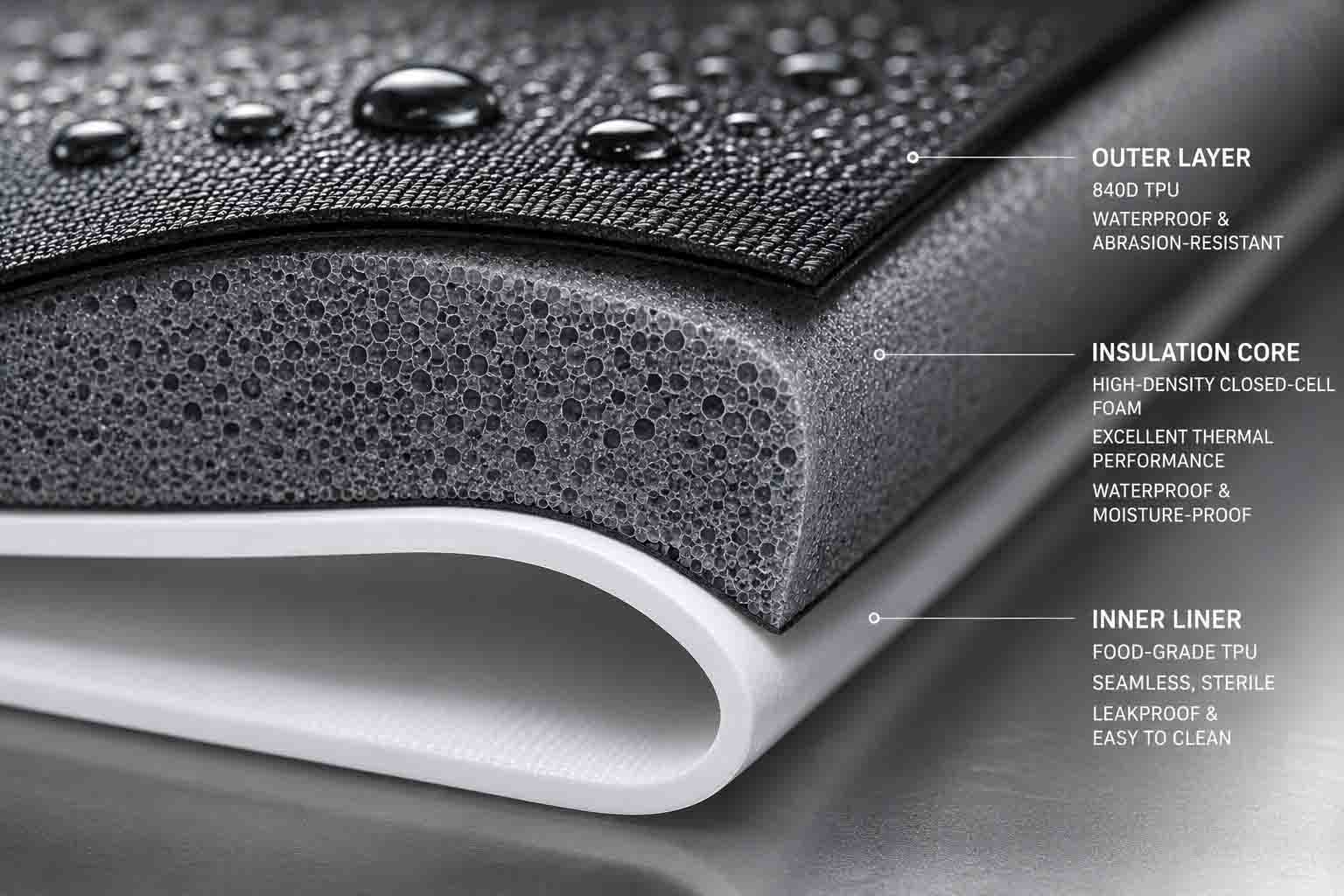
Радіочастотне зварювання працює з різними сумісними термопластами — ПВХ, ПЕТ, ЕВА, різними тканинами з поліуретановим покриттям. Для важких зовнішніх робіт, які вимагають тривалої стійкості до стирання та структурної цілісності під навантаженням, еталонним матеріалом є високоміцний ТПУ 840 деньє. Він також висуває найбільші вимоги до калібрування процесу.
Більше деньє означає більшу масу матеріалу в зоні зварювання, що вимагає більше електромагнітної енергії для досягнення температури плавлення. Складність полягає в тому, що це не означає просто підвищити потужність. Робоче вікно — діапазон між недостатньою енергією (неповне зварювання, зварювання, схильне до витоків) і надмірною енергією (обгорання матеріалу, порушення водонепроникного бар’єру) — звужується зі збільшенням ваги тканини. Параметр потужності, який добре працює на 420D TPU, може спричинити холодні плями на 840D за той самий час циклу, тоді як параметр, відкалібрований для 840D, може спалити тонші матеріали в тому самому продукті.
Управління цим вимагає калібрування для конкретного матеріалу. Коли 840D TPU надходить на виробничу лінію — незалежно від того, чи це новий продукт, чи нова партія матеріалу від того ж постачальника, вихідна РЧ-потужність, тиск преса та час циклу повинні перевірятися на відповідність цьому конкретному матеріалу: його деньє, масі покриття TPU та рецептурі. Ці параметри належать до задокументованої SOP, перевіреної на початку кожного виробничого циклу. Об’єкт, який застосовує однакові налаштування для всіх щільностей тканини, не виконує цю роботу, незалежно від того, як описано цю можливість.
Три змінні процесу, які визначають сталість виробництва
Прототип, який пройшов випробування тиском, підтверджує, що правильний зварний шов можливий. Послідовне виробництво вимагає контролю змінних, які визначають, чи повторюється воно в обсязі.
Точність інструменту
Зварювальна матриця — профільований електрод, який контактує з матеріалом і визначає геометрію зварювального шва — виробляється з латуні або алюмінію до розмірів, необхідних для конкретного малюнка шва. Точність розмірів у цьому інструменті не має другорядного значення. Нерівна поверхня матриці призводить до нерівномірного розподілу тиску в зоні зварювання, що призводить до нерівномірного внутрішнього нагріву: холодні точки, де матеріал не досяг повної температури плавлення, і гарячі точки, де він був перегрітий. Холодні точки стають точками витоку. Гарячі точки стають ділянками стоншення матеріалу, що порушує довгострокову цілісність шва.
Знос штампу так само впливає на обсяг виробництва. Контактні поверхні, які були в межах допуску на початку виробничої кампанії, поступово виходять за межі допуску. Відповідальні роботи з радіочастотного зварювання відстежують стан матриці та замінюють або повторно калібрують інструменти до того, як знос вплине на якість зварювання, а не після того, як тестування якості почне показувати підвищену кількість відмов.
Застосування тиску: дві фази, дві різні функції
Пневматичний тиск під час радіочастотного зварювання виконує різні функції під час активної фази зварювання та наступної фази охолодження, і обидві мають значення.
Під час активної радіочастотної фази тиск забезпечує тісний контакт між шарами матеріалу на межі зварювання, уможливлюючи молекулярне змішування, коли TPU досягає температури плавлення. Під час фази охолодження після видалення радіочастотної енергії тиск утримує розплавлену зону на місці, поки полімерні ланцюги твердіють. Скидання тиску до того, як зона зварювання достатньо охолоне, дозволяє все ще м’якому матеріалу деформуватися, створюючи слабший зв’язок і невідповідність розмірів на краях зони зварювання, які стають точками концентрації напруги під час використання.
Передчасне скидання тиску є одним із найпоширеніших скорочень процесу під час високочастотного радіозварювання, де тиск під час циклу створює оперативний стимул для швидкого переходу до наступної частини. Отримані зварні шви часто проходять візуальний огляд і початкове випробування низьким тиском, а потім показують підвищену кількість відмов під дією тривалого навантаження та повторних циклів згинання в польових умовах.
Час циклу
Повний цикл радіочастотного зварювання проходить у три фази: попереднє пресування (тиск, який прикладається до активації радіочастоти, що дозволяє матеріалу правильно сидіти в матриці), активне зварювання (радіочастотна енергія ввімкнена, відбувається молекулярне нагрівання та плавлення) та охолодження під тиском (радіочастота вимкнена, затвердіння зони зварювання). Кожна фаза має оптимальну тривалість залежно від товщини матеріалу, ваги покриття та геометрії матриці, що використовується.
Ці таймінги не переносяться між матеріалами. Цикл, розроблений для певної специфікації TPU, дозволить недозварювати важчу тканину та ризикувати перезварюванням легшого матеріалу, який використовується в інших частинах того самого продукту. Коли специфікації матеріалів змінюються між виробничими серіями — різні деньє, різна вага покриття, різні партії постачальників — параметри циклу вимагають повторної перевірки, а не припущення безперервності.
Випробування гідростатичним тиском 1,0 бар: що воно насправді підтверджує
Візуальна перевірка швів визначає дефекти на рівні поверхні: видимі сліди вигорання, явні розриви в покритті зварного шва, значне спотворення розмірів. Він не визначає внутрішні зони з недостатнім розплавленням, мікропорожнини на межі зварювання або холодні плями, які зберігаються за умов зовнішнього середовища, але відкриваються під навантаженням. Для водонепроникних виробів з будь-якими вимогами щодо номінального тиску візуально перевіряється підлога, а не стеля.
Випробування гідростатичним тиском 1,0 бар є стандартом перевірки для серйозних радіочастотних зварних виробів для зовнішнього використання. Один бар відповідає гідростатичному тиску 10-метрового водяного стовпа, що значно перевищує умови занурення, з якими стикаються більшість зовнішніх продуктів під час використання в польових умовах, що саме робить його значущим випробуванням кваліфікації виробництва.

Процедура: готові вироби надуваються до внутрішнього тиску 1,0 бар і занурюються у воду або витримуються під тиском протягом визначеного періоду. Умова проходження — нульовий викид мікропухирців із будь-якого шва, зварювальної зони або точки змикання. Один міхур вказує на шлях витоку, який пропускатиме воду під час польового використання незалежно від масштабу. Немає прийнятного часткового проходження цього рівня тесту.
Те, що підтверджує тест, виходить за рамки того, чи конкретна одиниця утримує тиск на момент тестування. Продукт, що пройшов тиск 1,0 бар, підтвердив повне молекулярне злиття в кожній зоні зварювання, правильний контакт матриці по всій геометрії шва та адекватне охолодження перед скиданням тиску. Постійні показники проходження протягом виробничого циклу є доказом контролю над процесом, а не індивідуальної варіації одиниці, яка мала позитивну тенденцію.
Частота тестування настільки ж важлива, як і серйозність тесту. Поодиничне тестування критично важливих швів забезпечує повне охоплення виробництва та виявляє окремі несправності перед їх відправкою. Пакетна вибірка забезпечує статистичну достовірність за менших витрат, але допускає окремі помилки. Відповідний протокол залежить від подальших витрат, пов’язаних із несправністю однієї одиниці — для продуктів, у яких один витік призводить до гарантійної претензії та потенційного впливу бренду, тестування на одиницю є раціональним.
Оцінка можливостей радіочастотного зварювання: питання, які відрізняють зрілість процесу
Запобігання витокам у водонепроникних виробах із радіочастотним зварюванням є результатом розробки, а не вимогою виробництва. Змінні процесу відомі, методи контролю встановлені, а протокол тестування, який підтверджує результат, чітко визначений. Виробник із справжніми можливостями в цій галузі опише свою роботу в цих конкретних термінах.
Питання, які варто поставити під час оцінки постачальника, є конкретними:
Як параметри радіочастотної потужності та тривалість циклу документуються відповідно до специфікації матеріалу, і що викликає повторну перевірку, коли партії матеріалу змінюються?
Як відстежується стан матриці та за якого порогу відбувається заміна інструментів?
Гідростатичні випробування проводяться на одиницю або шляхом відбору партій, і під яким тиском?
Чи можуть вони надати записи про випробування останніх серій виробництва порівнянних продуктів?
Це не складні питання для закладу, який фактично контролює ці змінні. Це дуже складні питання для об’єкта, який використовує радіочастотне зварювальне обладнання без відповідної технологічної дисципліни. Відповіді підкажуть вам, у якій ситуації ви перебуваєте.